FAQ about Optical Adhesives
Optical Adhesives FAQ
We introduce frequently asked questions about optical adhesives as FAQs.
This FAQ may not apply to resins other than adhesives and sealing materials. If you have any questions about resins other than adhesives and sealing materials, please contact us using the inquiry form.
About purchase
- Q1 Where can I purchase it? I would like a quote.
- A1Please contact us using the inquiry form.
About SDS (Safety Data Sheet)
- Q2 How can I obtain the SDS (MSDS) and instruction manual?
- A2Please contact us using the inquiry form.
About the sample
- Q3 I would like a sample.
- A3 We do not provide free samples. We sell samples in 5g or 10g units for a fee.
Delivery method
- Q4 I would like to know what the packaging will look like when delivered.
- A4 The product is basically packed in a brown glass bottle.
- Q5 Can it be delivered in a syringe? Can it be put into a syringe provided by our company?
- A5 We do not recommend shipping in syringes due to the possibility of adhesive leakage during transport.
If you wish, we can deliver the product in our standard syringes of 3ml, 5ml, and 10ml (manufactured by Musashi Engineering, model number PSY-EU without memory).
It is also possible to deliver the product in a syringe provided by you.
We are not responsible for any leakage that occurs during transportation. - Q6 Is the adhesive degassed?
- A6: The product is degassed before sealing, so there is no problem using it as is.
If you are degassing it yourself, we recommend using a centrifugal degasser or vacuum degasser.
Pretreatment
- Q7: Do I need to treat the adhesive surface before using it?
- A7 Make sure the adhesive surface is free of dirt, oil, etc. If you use an organic solvent to wipe it, condensation may occur due to the temperature drop caused by the evaporation of the organic solvent, so be sure to dry it thoroughly with an air gun, etc. Also, depending on the material, the adhesive strength can be improved by treating it with a coupling agent, ozone, or plasma.
About hardening
- Q8 Are the adhesives you sell UV curable or heat curable?
- A8 The catalog product is a UV-curing adhesive. However, heat treatment after curing is expected to alleviate the internal stress generated during curing, promoting long-term reliability. Please refer to Q14 for the difference in curing mechanism between epoxy and acrylate.
- Q9 What are the standard curing conditions described in the instruction manual? Can the product be cured under conditions other than those described in the instruction manual?
- A9: The standard curing conditions are set at the minimum light intensity and time required for curing. By using the minimum light intensity, it is assumed that the internal stress generated during curing will be kept to a minimum. If you would like to shorten the curing time, please refer to Q11.
- Q10 What kind of UV device should I use to cure UV-curable adhesives?
- A10 Please use a UV irradiator that uses a high-pressure mercury lamp, metal halide lamp, or similar device that can emit light with a wavelength of 365 nm. It is also possible to use an LED that has a peak at 365 nm, but because LEDs have a single wavelength, the total amount of energy is lower compared to lamps with a broad output wavelength. Therefore, when using LEDs to achieve the same total amount of energy, it is necessary to adjust the irradiation time or irradiation intensity (approximately three times that of high-pressure mercury lamps and metal halide lamps).
- Q11 Can the curing time be shortened?
- A11: We recommend slow curing to prevent distortion and stress, but if necessary, you can shorten the curing time by increasing the UV irradiation intensity. The adhesive will cure when it receives the amount of energy required for curing. For example, doubling the UV irradiation intensity will halve the curing time. However, rapid curing in a short period of time tends to cause distortion and internal stress, which can lead to cracking and peeling. If you must shorten the curing time, start with the recommended irradiation intensity and gradually increase the irradiation intensity (step cure), or first cure the adhesive surface (temporarily bond) at a high irradiation intensity and then slowly cure the entire surface. For information on step curing, see Q16.
- Q12 Is heat treatment necessary after UV irradiation? What is the recommended heat treatment method?
A12 If the purpose is to improve reliability, heat treatment is recommended. If you are using it only to check adhesion, heat treatment is not necessary.
Internal stress occurs during curing, which can cause a decrease in adhesive strength (peeling) during reliability testing. Heat treatment above Tg is required to alleviate the internal stress, but in case heating above Tg is difficult, the heat treatment conditions are listed in the instruction manual. If you require the instruction manual, please contact us using the inquiry form. During heat treatment, increase the temperature slowly to avoid sudden heating, and after heat treatment, decrease the temperature slowly to avoid sudden cooling. A temperature change of 2 to 3°C per minute is ideal.Please refer to the diagram below (example of temperature rise and fall pattern). If you want to shorten the heat treatment time, you can increase the temperature rise rate. However, do not skip the temperature fall process. Ideally, you should slowly lower the temperature and allow it to return to room temperature before removing it. If you do not have time to return it to room temperature, it is okay to remove it from the heater once it has cooled down to 40°C.
Please note that if you cool it rapidly, internal stress will occur again.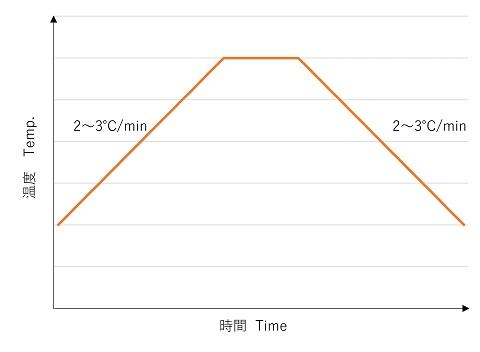
Example of temperature rise and fall pattern - Q13 There are some areas that are in the shade and UV rays cannot reach them. What should I do?
- A13 If there are any shaded areas, uncured adhesive will remain, which can cause peeling. Basically, try to avoid creating any shade and irradiate the adhesive with UV light from various angles so that the UV light reaches all areas of the adhesive. However, in the case of epoxy adhesives, if the shaded areas are very small, curing will proceed to a certain extent. Heat treatment after irradiation can help further promote curing (dark reaction). (This does not apply to acrylate adhesives. See Q14 for details.)
- Q14 How does UV-curing adhesive harden?
- A14 Epoxy and acrylate have different curing reactions.
Epoxy undergoes cationic polymerization. When exposed to UV light, organic acids are generated from the photopolymerization initiator, causing the epoxy resin to harden. Even after UV irradiation is stopped, the organic acids remain, so the hardening reaction continues. After UV irradiation, heat treatment can be performed to further harden the unhardened parts.
On the other hand, acrylates undergo radical polymerization. When exposed to UV light, radicals are generated from the photopolymerization initiator, causing a curing reaction in the acrylic resin. When UV irradiation is stopped, the generation of radicals stops, and so does the curing reaction. Care must be taken in areas exposed to oxygen, as the radicals will react with oxygen, inhibiting the curing of the resin. Please see Q15 for countermeasures against oxygen inhibition. - Q15 When I try to cure the acrylate adhesive, it doesn't harden properly or is sticky. What is the reason? How can I make it cure properly?
- A15 If the surface of the acrylate adhesive is exposed to air during UV light irradiation, the oxygen in the air will inhibit curing, and the part exposed to the air will not cure. The inside will cure, but if you notice stickiness, wipe the surface with an organic solvent or similar. To avoid this type of oxygen inhibition, we recommend curing in a nitrogen environment.
Additionally, there is no oxygen inhibition in the curing of epoxy adhesives. - Q16 How do you perform step cure to shorten the curing time?
- A16 It will cure if the total energy of the UV light is the same as under the standard curing conditions.
For example, if the standard curing conditions are 100mW/cm 2 x 5 minutes, the total energy is
100m/Wcm 2 × 300 seconds = 30,000mJ
It will be.
{An example of the "5-step cure" to achieve 30,000mJ, shortening 5 minutes to 2 minutes}
Step 1: 100mW/ cm² x 45 seconds (4,500mJ)
Step 2: 250mW/ cm² x 30 seconds (7,500mJ)
Step 3: 350mW/ cm² x 20 seconds (7,000mJ)
Step 4: 400mW/ cm² x 15 seconds (6,000mJ)
Step 3: 500mW/ cm² x 10 seconds (5,000mJ)
→ Total energy 30,000mJ - Q17 How can I know if the adhesive has cured? How do I measure it?
- A17 If the glass does not move after gluing, then the adhesive has hardened. Alternatively, if you drop some adhesive onto the glass and let it harden, and then touch it with a needle or something similar, it will harden if it does not penetrate the glass.
If the glass moves or the adhesive becomes gel-like and shifts, it is not yet cured.
Acrylate adhesives are anaerobic and do not cure on the surface, so please be careful when making a judgment. Hardness and adhesive strength measurements are relatively easy ways to check the state of cure.
About the characteristics
- Q18 Does the refractive index of adhesive depend on wavelength?
- A18: Yes, it does depend on the wavelength. When checking the refractive index on the data sheet, please check the measurement wavelength. The wavelengths we can measure are sodium D line (589nm), 403nm, 633nm, 830nm, 1300nm, and 1550nm. When requesting a refractive index adjusted product, please specify the desired wavelength.
- Q19 Is there reliability test data for heat and humidity resistance?
- A19: Catalog products are subjected to heat cycle testing (121°C/100%, -40 to 80°C). Please contact us for more information.
- Q20 We are planning to use a high temperature process such as 260°C. Will the adhesive be able to withstand this?
- A20 It depends on the type of adhesive, how it is used, and the design.
Cured samples of several heat-resistant adhesives were subjected to high-temperature treatment (exposed on a hot plate at 260°C for 5 minutes) to examine the changes in refractive index, adhesive strength, and transmittance. Data is available here (PDF 403 KB).
Warranty Information
- Q21 What are the warranty period and storage conditions?
- A21 If the product is stored under the recommended conditions, the warranty period is 3 months, regardless of whether the product is opened or not. Storage conditions vary depending on the product. Please refer to the instruction manual included with the product. If you do not have the instruction manual, please contact the place of purchase.
- Q22 Can the warranty period be extended for more than 3 months?
- A22 We do not offer an extension of the warranty period. Customers are responsible for their own decisions regarding the use of the product after the warranty period has expired. For refrigerated storage, please refer to the storage conditions here (PDF 184 KB).
- Q23 Can the shelf life be extended by storing the product in the refrigerator or freezer?
- A23: The warranty period is not extended even if the product is stored at low temperatures. Although keeping the storage temperature low can help stabilize the adhesive, there is also the possibility that the adhesive may absorb moisture when returned to room temperature.