光学接着剤に関するFAQ
光学接着剤に関するFAQ
光学接着剤に関してよくお問合せいただく内容をFAQとしてご紹介いたします。
本FAQは接着剤以外の樹脂やシール材には適用されない場合があります。 接着剤以外の樹脂やシール材に関するご質問はお問い合わせフォームよりご連絡ください。
ご購入について
- Q1 どこで購入できますか? 見積が欲しい。
- A1
お問い合わせフォームより、ご連絡ください。
SDS(安全データシート)について
- Q2 SDS(MSDS)、取扱説明書はどのように入手できますか?
- A2
お問い合わせフォームより、ご連絡ください。
サンプルについて
- Q3 サンプルが欲しいのですが。
- A3
無償サンプルの提供は行っておりません。 有償サンプルとして5gまたは10gの単位で販売しています。
納入形態について
- Q4 納品時の荷姿が知りたい。
- A4
褐色ガラス瓶での梱包が基本となります。
- Q5 シリンジでの納入は可能ですか? 当社から支給したシリンジに入れることは出来ますか?
- A5
輸送中の接着剤の漏れの可能性があるため、シリンジ発送は推奨していません。
ご希望であれば弊社標準のシリンジ3ml, 5ml, 10ml(武蔵エンジニアリング社製、型番PSY-EUメモリ無し)で納入することは可能です。
また、支給いただいたシリンジに入れて納入することも可能です。
なお、輸送中の漏れについては、弊社は責任を負いません。
- Q6 接着剤は脱泡されていますか?
- A6
封止前に脱泡しています。そのまま使用して問題ありません。
ご自身で脱泡される場合は、遠心脱泡機か真空脱泡機を使って脱泡することをお勧めします。
前処理について
- Q7 接着剤を使う前に接着面に処理が必要でしょうか?
- A7
接着面はゴミ、油分等の付着が無いようにしてください。有機溶剤を用いて拭く場合は、有機溶剤の揮発による温度低下で結露を生じる可能性がありますので、エアガン等で十分乾かしてください。また、材料によっては、カップリング材やオゾン、プラズマによる処理で接着強度が向上します。
硬化について
- Q8 販売している接着剤はUV硬化でしょうか? 熱硬化でしょうか?
- A8
カタログ製品はUV硬化型接着剤です。ただし、硬化後に熱処理をすることで硬化時に発生した内部応力の緩和が期待でき長期信頼性を促進します。硬化のメカニズムにおけるエポキシとアクリレートの違いはQ14をご参照下さい。
- Q9 取扱説明書に記載されている標準硬化条件とはどういうものですか? 取扱説明書に記載の条件以外で硬化させることはできますか?
- A9
標準硬化条件は、硬化に必要な最低照度と時間で設定しています。最低照度とすることで硬化時に発生する内部応力を最低限に抑えることを想定しています。硬化時間を短縮したい場合はQ11をご参照下さい。
- Q10 UV硬化型接着剤を硬化させるために、どのようなUV装置を使用するのがよいでしょうか。
- A10
波長365nmの光を放射できる高圧水銀ランプ、メタルハライドランプ等を使用したUV照射器をご使用ください。365nmにピークのあるLEDを使用することも可能ですが、LEDは単波長となるために出力波長がブロードタイプであるランプと比較して総エネルギー量が低くなります。従って、総エネルギー量を同じとするためにLEDを用いる際は照射時間、または照射強度の調整が必要です(高圧水銀ランプ、メタルハイドロランプにくらべ約3倍)。
- Q11 硬化時間を短縮できますか。
- A11
歪みや応力を抑えるためにゆっくりと硬化することを推奨していますが、必要に応じてUV照射強度を上げることで硬化時間を短縮することができます。硬化に必要なエネルギー量を受ければ接着剤は硬化しますので、例えば、UV光の照射強度を2倍にすると硬化時間は半分となります。しかしながら、短時間での速い硬化は、ひび割れや剥離を引き起こす原因となる歪みや内部応力が発生しやすい傾向にあります。硬化時間を短縮しなければならない場合は、最初は推奨の照射強度から始めて、徐々に照射強度を上げるステップキュア、または高い照射強度でまず接着剤表面を硬化させ(仮止め)、その後ゆっくり全体を硬化させてください。ステップキュアのやり方についてはQ16をご参照下さい。
- Q12 UV照射後、熱処理する必要がありますか? 推奨の熱処理方法を教えてください。
A12 信頼性向上を目的とする場合、熱処理を推奨します。接着確認のみでご使用頂く際には熱処理は不要です。
硬化時には内部応力が発生し、これが信頼性試験時での接着力低下(剥離発生)の原因となります。内部応力の発生を緩和させるためにTg以上の熱処理が必要になりますが、Tg以上の加熱が難しい場合もふまえ、取扱説明書に熱処理条件を記載しています。取扱説明書が必要な場合はお問い合わせフォームより、ご連絡ください。熱処理時は急加熱にならないようにゆっくりと温度を上昇させ、熱処理後は急冷にならないようにゆっくりと下降させて下さい。1分につき2~3℃の変化が理想です。
以下の図(昇温降温パターン例)をご参照下さい。熱処理時間を短縮させたい場合は昇温速度を速くすることができます。しかし、降温プロセスを省くことはしないで下さい。ゆっくりと下降させ、室温に戻してから取り出すのが理想です。室温まで戻す時間が取れない場合は40℃まで落ちれば加熱器から取り出しても大丈夫です。
急冷させますと、再度内部応力が発生しますので、ご注意ください。
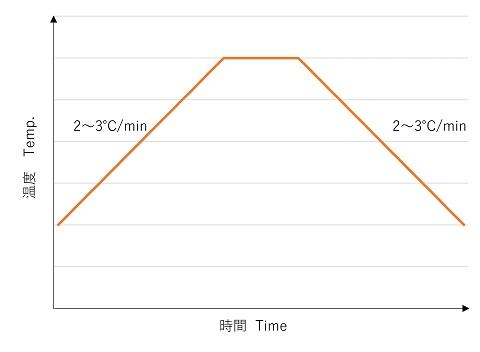
昇温降温パターン例
- Q13 陰となりUVが届かない部分があります。どうすればいいですか?
- A13 陰になる領域がある場合は未硬化の接着剤が残り、剥離の原因となります。基本的には陰を作らず、UV光が接着剤すべての部分に届くように、さまざまな角度からUV光を照射することをご検討ください。ただしエポキシ接着剤の場合、陰になる領域が非常に小さければ、硬化はある程度は進みます。照射後の熱処理が硬化(暗反応)をさらに進行させるのに役立ちます。(これはアクリレート接着剤には適用できません。詳細はQ14をご参照ください。
- Q14 UV硬化型接着剤はどのように硬化するのでしょうか?
- A14 エポキシとアクリレートは、硬化反応が違います。
エポキシはカチオン重合します。UV光が当たると光重合開始剤から有機酸が発生してエポキシ樹脂の硬化反応が起こります。UV照射を止めても有機酸が残るため硬化反応は続きます。UV照射後、熱処理をすると未硬化部分の硬化を進めることができます。
一方、アクリレートはラジカル重合します。UV光を当てると光重合開始剤からラジカルが発生し、アクリル樹脂の硬化反応が起こります。UV照射を止めるとラジカルの発生が止まり硬化反応も止まります。酸素と触れている部分では、ラジカルが酸素と反応してしまうため、樹脂の硬化が阻害されますので注意が必要です。酸素阻害への対策についてはQ15をご参照ください。
- Q15 アクリレート接着剤を硬化したところうまく固まりません、またはべたつきがあります。原因は何でしょうか? きちんと硬化させるにはどのようにしたら良いでしょうか?
- A15 UV光照射中にアクリレート接着剤の表面が空気に触れている場合、空気中の酸素が硬化を阻害しますので、空気に触れていた部分は硬化しません。内部は硬化していますが、べたつきが気になる場合は表面を有機溶剤等でふき取ってください。このような酸素阻害の影響を避けるためには、窒素環境下での硬化を推奨いたします。
また、エポキシ接着剤の硬化では酸素阻害はありません。
- Q16 硬化時間を短縮するためのステップキュアはどのように行いますか?
- A16 標準硬化条件とUV光の総エネルギー量が同じであれば、硬化します。
例えば、標準硬化条件が100mW/cm2×5分間の場合、総エネルギーは
100m/Wcm2×300秒=30,000mJ
となります。
《30,000mJを達成するための「5段階ステップキュア」の一例、5分を2分に短縮》
ステップ1:100mW/cm2×45秒(4,500mJ)
ステップ2:250mW/cm2×30秒(7,500mJ)
ステップ3:350mW/cm2× 20秒(7,000mJ)
ステップ4:400mW/cm2× 15秒(6,000mJ)
ステップ3:500mW/cm2× 10秒(5,000mJ)
→総エネルギー30,000mJ
- Q17 接着剤が硬化しているかどうかを知るにはどうしたらよいでしょうか? 測定方法は?
- A17 接着した後、ガラスが動かなければ硬化しています。あるいはガラスに接着剤を滴下して硬化させた後に、針などで触ってもガラスまで突き抜けることが無ければ硬化しています。>
ガラスが動いたり、接着部がジェル状になってずれたりするようであれば、未硬化です。
アクリレート系接着剤は嫌気性により表面が硬化しないため判断にはご注意ください。br />
硬化状態を比較的簡単に確認する方法としては、硬度測定や接着強度測定等があります。
特性について
- Q18 接着剤の屈折率に波長依存性はありますか?
- A18
波長依存性はあります。データシートで屈折率を確認する際は測定波長を確認してください。弊社で測定可能な波長は、ナトリウムD線(589nm) 、403nm、633nm、830nm、1300nm、1550nmです。屈性率調整品をご依頼の際はご希望の波長を指定して下さい。
- Q19 耐熱、耐湿の信頼性テストデータはありますか?
- A19
カタログ品はヒートサイクル試験(121℃/100%、-40~80℃)を行っています。お問い合わせください。
- Q20 260Cのような高温プロセスを予定しています。接着剤は耐えられますか?
- A20
接着剤の種類、使い方、デザインによります。
耐熱性に優れたいくつかの接着剤の硬化後サンプルを高温処理(260Cのホットプレート上で5分間放置)し、屈折率、接着強度、透過率の変化を確認したデータをこちら(PDF 403 KB)からご覧いただけます。
保証について
- Q21 保証期間、保管条件は?
- A21
製品を推奨条件で保存する場合、製品が開封されたか否かにかかわらず、保証期間は3ヶ月です。保管条件は製品によって異なります。同梱の取扱説明書をご参照ください。取扱説明書がない場合は、購入先にお問い合わせください。
- Q22 保証期間を3ヶ月以上延長することはできますか?/dt>
- A22
保証期間の延長はしておりません。保証期限を過ぎた製品のご使用についてはお客様ご自身でご判断ください。冷蔵保管についてはこちら(PDF 184 KB)の保管条件をご参照下さい。
- Q23 製品を冷蔵庫または冷凍庫で保存することによって保存期間を延長できますか?/dt>
- A23
低温保管であっても保証期間の延長はしておりません。保管温度を低温にすることで接着剤の安定を期待できますが、常温に戻す際の吸湿等の影響も考えられます。
- Q2 SDS(MSDS)、取扱説明書はどのように入手できますか?
- A2 お問い合わせフォームより、ご連絡ください。
サンプルについて
- Q3 サンプルが欲しいのですが。
- A3
無償サンプルの提供は行っておりません。 有償サンプルとして5gまたは10gの単位で販売しています。
納入形態について
- Q4 納品時の荷姿が知りたい。
- A4
褐色ガラス瓶での梱包が基本となります。
- Q5 シリンジでの納入は可能ですか? 当社から支給したシリンジに入れることは出来ますか?
- A5
輸送中の接着剤の漏れの可能性があるため、シリンジ発送は推奨していません。
ご希望であれば弊社標準のシリンジ3ml, 5ml, 10ml(武蔵エンジニアリング社製、型番PSY-EUメモリ無し)で納入することは可能です。
また、支給いただいたシリンジに入れて納入することも可能です。
なお、輸送中の漏れについては、弊社は責任を負いません。
- Q6 接着剤は脱泡されていますか?
- A6
封止前に脱泡しています。そのまま使用して問題ありません。
ご自身で脱泡される場合は、遠心脱泡機か真空脱泡機を使って脱泡することをお勧めします。
前処理について
- Q7 接着剤を使う前に接着面に処理が必要でしょうか?
- A7
接着面はゴミ、油分等の付着が無いようにしてください。有機溶剤を用いて拭く場合は、有機溶剤の揮発による温度低下で結露を生じる可能性がありますので、エアガン等で十分乾かしてください。また、材料によっては、カップリング材やオゾン、プラズマによる処理で接着強度が向上します。
硬化について
- Q8 販売している接着剤はUV硬化でしょうか? 熱硬化でしょうか?
- A8
カタログ製品はUV硬化型接着剤です。ただし、硬化後に熱処理をすることで硬化時に発生した内部応力の緩和が期待でき長期信頼性を促進します。硬化のメカニズムにおけるエポキシとアクリレートの違いはQ14をご参照下さい。
- Q9 取扱説明書に記載されている標準硬化条件とはどういうものですか? 取扱説明書に記載の条件以外で硬化させることはできますか?
- A9
標準硬化条件は、硬化に必要な最低照度と時間で設定しています。最低照度とすることで硬化時に発生する内部応力を最低限に抑えることを想定しています。硬化時間を短縮したい場合はQ11をご参照下さい。
- Q10 UV硬化型接着剤を硬化させるために、どのようなUV装置を使用するのがよいでしょうか。
- A10
波長365nmの光を放射できる高圧水銀ランプ、メタルハライドランプ等を使用したUV照射器をご使用ください。365nmにピークのあるLEDを使用することも可能ですが、LEDは単波長となるために出力波長がブロードタイプであるランプと比較して総エネルギー量が低くなります。従って、総エネルギー量を同じとするためにLEDを用いる際は照射時間、または照射強度の調整が必要です(高圧水銀ランプ、メタルハイドロランプにくらべ約3倍)。
- Q11 硬化時間を短縮できますか。
- A11
歪みや応力を抑えるためにゆっくりと硬化することを推奨していますが、必要に応じてUV照射強度を上げることで硬化時間を短縮することができます。硬化に必要なエネルギー量を受ければ接着剤は硬化しますので、例えば、UV光の照射強度を2倍にすると硬化時間は半分となります。しかしながら、短時間での速い硬化は、ひび割れや剥離を引き起こす原因となる歪みや内部応力が発生しやすい傾向にあります。硬化時間を短縮しなければならない場合は、最初は推奨の照射強度から始めて、徐々に照射強度を上げるステップキュア、または高い照射強度でまず接着剤表面を硬化させ(仮止め)、その後ゆっくり全体を硬化させてください。ステップキュアのやり方についてはQ16をご参照下さい。
- Q12 UV照射後、熱処理する必要がありますか? 推奨の熱処理方法を教えてください。
A12 信頼性向上を目的とする場合、熱処理を推奨します。接着確認のみでご使用頂く際には熱処理は不要です。
硬化時には内部応力が発生し、これが信頼性試験時での接着力低下(剥離発生)の原因となります。内部応力の発生を緩和させるためにTg以上の熱処理が必要になりますが、Tg以上の加熱が難しい場合もふまえ、取扱説明書に熱処理条件を記載しています。取扱説明書が必要な場合はお問い合わせフォームより、ご連絡ください。熱処理時は急加熱にならないようにゆっくりと温度を上昇させ、熱処理後は急冷にならないようにゆっくりと下降させて下さい。1分につき2~3℃の変化が理想です。
以下の図(昇温降温パターン例)をご参照下さい。熱処理時間を短縮させたい場合は昇温速度を速くすることができます。しかし、降温プロセスを省くことはしないで下さい。ゆっくりと下降させ、室温に戻してから取り出すのが理想です。室温まで戻す時間が取れない場合は40℃まで落ちれば加熱器から取り出しても大丈夫です。
急冷させますと、再度内部応力が発生しますので、ご注意ください。
昇温降温パターン例
- Q13 陰となりUVが届かない部分があります。どうすればいいですか?
- A13 陰になる領域がある場合は未硬化の接着剤が残り、剥離の原因となります。基本的には陰を作らず、UV光が接着剤すべての部分に届くように、さまざまな角度からUV光を照射することをご検討ください。ただしエポキシ接着剤の場合、陰になる領域が非常に小さければ、硬化はある程度は進みます。照射後の熱処理が硬化(暗反応)をさらに進行させるのに役立ちます。(これはアクリレート接着剤には適用できません。詳細はQ14をご参照ください。
- Q14 UV硬化型接着剤はどのように硬化するのでしょうか?
- A14 エポキシとアクリレートは、硬化反応が違います。
エポキシはカチオン重合します。UV光が当たると光重合開始剤から有機酸が発生してエポキシ樹脂の硬化反応が起こります。UV照射を止めても有機酸が残るため硬化反応は続きます。UV照射後、熱処理をすると未硬化部分の硬化を進めることができます。
一方、アクリレートはラジカル重合します。UV光を当てると光重合開始剤からラジカルが発生し、アクリル樹脂の硬化反応が起こります。UV照射を止めるとラジカルの発生が止まり硬化反応も止まります。酸素と触れている部分では、ラジカルが酸素と反応してしまうため、樹脂の硬化が阻害されますので注意が必要です。酸素阻害への対策についてはQ15をご参照ください。
- Q15 アクリレート接着剤を硬化したところうまく固まりません、またはべたつきがあります。原因は何でしょうか? きちんと硬化させるにはどのようにしたら良いでしょうか?
- A15 UV光照射中にアクリレート接着剤の表面が空気に触れている場合、空気中の酸素が硬化を阻害しますので、空気に触れていた部分は硬化しません。内部は硬化していますが、べたつきが気になる場合は表面を有機溶剤等でふき取ってください。このような酸素阻害の影響を避けるためには、窒素環境下での硬化を推奨いたします。
また、エポキシ接着剤の硬化では酸素阻害はありません。
- Q16 硬化時間を短縮するためのステップキュアはどのように行いますか?
- A16 標準硬化条件とUV光の総エネルギー量が同じであれば、硬化します。
例えば、標準硬化条件が100mW/cm2×5分間の場合、総エネルギーは
100m/Wcm2×300秒=30,000mJ
となります。
《30,000mJを達成するための「5段階ステップキュア」の一例、5分を2分に短縮》
ステップ1:100mW/cm2×45秒(4,500mJ)
ステップ2:250mW/cm2×30秒(7,500mJ)
ステップ3:350mW/cm2× 20秒(7,000mJ)
ステップ4:400mW/cm2× 15秒(6,000mJ)
ステップ3:500mW/cm2× 10秒(5,000mJ)
→総エネルギー30,000mJ
- Q17 接着剤が硬化しているかどうかを知るにはどうしたらよいでしょうか? 測定方法は?
- A17 接着した後、ガラスが動かなければ硬化しています。あるいはガラスに接着剤を滴下して硬化させた後に、針などで触ってもガラスまで突き抜けることが無ければ硬化しています。>
ガラスが動いたり、接着部がジェル状になってずれたりするようであれば、未硬化です。
アクリレート系接着剤は嫌気性により表面が硬化しないため判断にはご注意ください。br />
硬化状態を比較的簡単に確認する方法としては、硬度測定や接着強度測定等があります。
特性について
- Q18 接着剤の屈折率に波長依存性はありますか?
- A18
波長依存性はあります。データシートで屈折率を確認する際は測定波長を確認してください。弊社で測定可能な波長は、ナトリウムD線(589nm) 、403nm、633nm、830nm、1300nm、1550nmです。屈性率調整品をご依頼の際はご希望の波長を指定して下さい。
- Q19 耐熱、耐湿の信頼性テストデータはありますか?
- A19
カタログ品はヒートサイクル試験(121℃/100%、-40~80℃)を行っています。お問い合わせください。
- Q20 260Cのような高温プロセスを予定しています。接着剤は耐えられますか?
- A20
接着剤の種類、使い方、デザインによります。
耐熱性に優れたいくつかの接着剤の硬化後サンプルを高温処理(260Cのホットプレート上で5分間放置)し、屈折率、接着強度、透過率の変化を確認したデータをこちら(PDF 403 KB)からご覧いただけます。
保証について
- Q21 保証期間、保管条件は?
- A21
製品を推奨条件で保存する場合、製品が開封されたか否かにかかわらず、保証期間は3ヶ月です。保管条件は製品によって異なります。同梱の取扱説明書をご参照ください。取扱説明書がない場合は、購入先にお問い合わせください。
- Q22 保証期間を3ヶ月以上延長することはできますか?/dt>
- A22
保証期間の延長はしておりません。保証期限を過ぎた製品のご使用についてはお客様ご自身でご判断ください。冷蔵保管についてはこちら(PDF 184 KB)の保管条件をご参照下さい。
- Q23 製品を冷蔵庫または冷凍庫で保存することによって保存期間を延長できますか?/dt>
- A23
低温保管であっても保証期間の延長はしておりません。保管温度を低温にすることで接着剤の安定を期待できますが、常温に戻す際の吸湿等の影響も考えられます。
- Q4 納品時の荷姿が知りたい。
- A4 褐色ガラス瓶での梱包が基本となります。
- Q5 シリンジでの納入は可能ですか? 当社から支給したシリンジに入れることは出来ますか?
- A5
輸送中の接着剤の漏れの可能性があるため、シリンジ発送は推奨していません。
ご希望であれば弊社標準のシリンジ3ml, 5ml, 10ml(武蔵エンジニアリング社製、型番PSY-EUメモリ無し)で納入することは可能です。
また、支給いただいたシリンジに入れて納入することも可能です。
なお、輸送中の漏れについては、弊社は責任を負いません。 - Q6 接着剤は脱泡されていますか?
- A6
封止前に脱泡しています。そのまま使用して問題ありません。
ご自身で脱泡される場合は、遠心脱泡機か真空脱泡機を使って脱泡することをお勧めします。
前処理について
- Q7 接着剤を使う前に接着面に処理が必要でしょうか?
- A7
接着面はゴミ、油分等の付着が無いようにしてください。有機溶剤を用いて拭く場合は、有機溶剤の揮発による温度低下で結露を生じる可能性がありますので、エアガン等で十分乾かしてください。また、材料によっては、カップリング材やオゾン、プラズマによる処理で接着強度が向上します。
硬化について
- Q8 販売している接着剤はUV硬化でしょうか? 熱硬化でしょうか?
- A8
カタログ製品はUV硬化型接着剤です。ただし、硬化後に熱処理をすることで硬化時に発生した内部応力の緩和が期待でき長期信頼性を促進します。硬化のメカニズムにおけるエポキシとアクリレートの違いはQ14をご参照下さい。
- Q9 取扱説明書に記載されている標準硬化条件とはどういうものですか? 取扱説明書に記載の条件以外で硬化させることはできますか?
- A9
標準硬化条件は、硬化に必要な最低照度と時間で設定しています。最低照度とすることで硬化時に発生する内部応力を最低限に抑えることを想定しています。硬化時間を短縮したい場合はQ11をご参照下さい。
- Q10 UV硬化型接着剤を硬化させるために、どのようなUV装置を使用するのがよいでしょうか。
- A10
波長365nmの光を放射できる高圧水銀ランプ、メタルハライドランプ等を使用したUV照射器をご使用ください。365nmにピークのあるLEDを使用することも可能ですが、LEDは単波長となるために出力波長がブロードタイプであるランプと比較して総エネルギー量が低くなります。従って、総エネルギー量を同じとするためにLEDを用いる際は照射時間、または照射強度の調整が必要です(高圧水銀ランプ、メタルハイドロランプにくらべ約3倍)。
- Q11 硬化時間を短縮できますか。
- A11
歪みや応力を抑えるためにゆっくりと硬化することを推奨していますが、必要に応じてUV照射強度を上げることで硬化時間を短縮することができます。硬化に必要なエネルギー量を受ければ接着剤は硬化しますので、例えば、UV光の照射強度を2倍にすると硬化時間は半分となります。しかしながら、短時間での速い硬化は、ひび割れや剥離を引き起こす原因となる歪みや内部応力が発生しやすい傾向にあります。硬化時間を短縮しなければならない場合は、最初は推奨の照射強度から始めて、徐々に照射強度を上げるステップキュア、または高い照射強度でまず接着剤表面を硬化させ(仮止め)、その後ゆっくり全体を硬化させてください。ステップキュアのやり方についてはQ16をご参照下さい。
- Q12 UV照射後、熱処理する必要がありますか? 推奨の熱処理方法を教えてください。
A12 信頼性向上を目的とする場合、熱処理を推奨します。接着確認のみでご使用頂く際には熱処理は不要です。
硬化時には内部応力が発生し、これが信頼性試験時での接着力低下(剥離発生)の原因となります。内部応力の発生を緩和させるためにTg以上の熱処理が必要になりますが、Tg以上の加熱が難しい場合もふまえ、取扱説明書に熱処理条件を記載しています。取扱説明書が必要な場合はお問い合わせフォームより、ご連絡ください。熱処理時は急加熱にならないようにゆっくりと温度を上昇させ、熱処理後は急冷にならないようにゆっくりと下降させて下さい。1分につき2~3℃の変化が理想です。
以下の図(昇温降温パターン例)をご参照下さい。熱処理時間を短縮させたい場合は昇温速度を速くすることができます。しかし、降温プロセスを省くことはしないで下さい。ゆっくりと下降させ、室温に戻してから取り出すのが理想です。室温まで戻す時間が取れない場合は40℃まで落ちれば加熱器から取り出しても大丈夫です。
急冷させますと、再度内部応力が発生しますので、ご注意ください。
昇温降温パターン例
- Q13 陰となりUVが届かない部分があります。どうすればいいですか?
- A13 陰になる領域がある場合は未硬化の接着剤が残り、剥離の原因となります。基本的には陰を作らず、UV光が接着剤すべての部分に届くように、さまざまな角度からUV光を照射することをご検討ください。ただしエポキシ接着剤の場合、陰になる領域が非常に小さければ、硬化はある程度は進みます。照射後の熱処理が硬化(暗反応)をさらに進行させるのに役立ちます。(これはアクリレート接着剤には適用できません。詳細はQ14をご参照ください。
- Q14 UV硬化型接着剤はどのように硬化するのでしょうか?
- A14 エポキシとアクリレートは、硬化反応が違います。
エポキシはカチオン重合します。UV光が当たると光重合開始剤から有機酸が発生してエポキシ樹脂の硬化反応が起こります。UV照射を止めても有機酸が残るため硬化反応は続きます。UV照射後、熱処理をすると未硬化部分の硬化を進めることができます。
一方、アクリレートはラジカル重合します。UV光を当てると光重合開始剤からラジカルが発生し、アクリル樹脂の硬化反応が起こります。UV照射を止めるとラジカルの発生が止まり硬化反応も止まります。酸素と触れている部分では、ラジカルが酸素と反応してしまうため、樹脂の硬化が阻害されますので注意が必要です。酸素阻害への対策についてはQ15をご参照ください。
- Q15 アクリレート接着剤を硬化したところうまく固まりません、またはべたつきがあります。原因は何でしょうか? きちんと硬化させるにはどのようにしたら良いでしょうか?
- A15 UV光照射中にアクリレート接着剤の表面が空気に触れている場合、空気中の酸素が硬化を阻害しますので、空気に触れていた部分は硬化しません。内部は硬化していますが、べたつきが気になる場合は表面を有機溶剤等でふき取ってください。このような酸素阻害の影響を避けるためには、窒素環境下での硬化を推奨いたします。
また、エポキシ接着剤の硬化では酸素阻害はありません。
- Q16 硬化時間を短縮するためのステップキュアはどのように行いますか?
- A16 標準硬化条件とUV光の総エネルギー量が同じであれば、硬化します。
例えば、標準硬化条件が100mW/cm2×5分間の場合、総エネルギーは
100m/Wcm2×300秒=30,000mJ
となります。
《30,000mJを達成するための「5段階ステップキュア」の一例、5分を2分に短縮》
ステップ1:100mW/cm2×45秒(4,500mJ)
ステップ2:250mW/cm2×30秒(7,500mJ)
ステップ3:350mW/cm2× 20秒(7,000mJ)
ステップ4:400mW/cm2× 15秒(6,000mJ)
ステップ3:500mW/cm2× 10秒(5,000mJ)
→総エネルギー30,000mJ
- Q17 接着剤が硬化しているかどうかを知るにはどうしたらよいでしょうか? 測定方法は?
- A17 接着した後、ガラスが動かなければ硬化しています。あるいはガラスに接着剤を滴下して硬化させた後に、針などで触ってもガラスまで突き抜けることが無ければ硬化しています。>
ガラスが動いたり、接着部がジェル状になってずれたりするようであれば、未硬化です。
アクリレート系接着剤は嫌気性により表面が硬化しないため判断にはご注意ください。br />
硬化状態を比較的簡単に確認する方法としては、硬度測定や接着強度測定等があります。
特性について
- Q18 接着剤の屈折率に波長依存性はありますか?
- A18
波長依存性はあります。データシートで屈折率を確認する際は測定波長を確認してください。弊社で測定可能な波長は、ナトリウムD線(589nm) 、403nm、633nm、830nm、1300nm、1550nmです。屈性率調整品をご依頼の際はご希望の波長を指定して下さい。
- Q19 耐熱、耐湿の信頼性テストデータはありますか?
- A19
カタログ品はヒートサイクル試験(121℃/100%、-40~80℃)を行っています。お問い合わせください。
- Q20 260Cのような高温プロセスを予定しています。接着剤は耐えられますか?
- A20
接着剤の種類、使い方、デザインによります。
耐熱性に優れたいくつかの接着剤の硬化後サンプルを高温処理(260Cのホットプレート上で5分間放置)し、屈折率、接着強度、透過率の変化を確認したデータをこちら(PDF 403 KB)からご覧いただけます。
保証について
- Q21 保証期間、保管条件は?
- A21
製品を推奨条件で保存する場合、製品が開封されたか否かにかかわらず、保証期間は3ヶ月です。保管条件は製品によって異なります。同梱の取扱説明書をご参照ください。取扱説明書がない場合は、購入先にお問い合わせください。
- Q22 保証期間を3ヶ月以上延長することはできますか?/dt>
- A22
保証期間の延長はしておりません。保証期限を過ぎた製品のご使用についてはお客様ご自身でご判断ください。冷蔵保管についてはこちら(PDF 184 KB)の保管条件をご参照下さい。
- Q23 製品を冷蔵庫または冷凍庫で保存することによって保存期間を延長できますか?/dt>
- A23
低温保管であっても保証期間の延長はしておりません。保管温度を低温にすることで接着剤の安定を期待できますが、常温に戻す際の吸湿等の影響も考えられます。
- Q8 販売している接着剤はUV硬化でしょうか? 熱硬化でしょうか?
- A8 カタログ製品はUV硬化型接着剤です。ただし、硬化後に熱処理をすることで硬化時に発生した内部応力の緩和が期待でき長期信頼性を促進します。硬化のメカニズムにおけるエポキシとアクリレートの違いはQ14をご参照下さい。
- Q9 取扱説明書に記載されている標準硬化条件とはどういうものですか? 取扱説明書に記載の条件以外で硬化させることはできますか?
- A9 標準硬化条件は、硬化に必要な最低照度と時間で設定しています。最低照度とすることで硬化時に発生する内部応力を最低限に抑えることを想定しています。硬化時間を短縮したい場合はQ11をご参照下さい。
- Q10 UV硬化型接着剤を硬化させるために、どのようなUV装置を使用するのがよいでしょうか。
- A10 波長365nmの光を放射できる高圧水銀ランプ、メタルハライドランプ等を使用したUV照射器をご使用ください。365nmにピークのあるLEDを使用することも可能ですが、LEDは単波長となるために出力波長がブロードタイプであるランプと比較して総エネルギー量が低くなります。従って、総エネルギー量を同じとするためにLEDを用いる際は照射時間、または照射強度の調整が必要です(高圧水銀ランプ、メタルハイドロランプにくらべ約3倍)。
- Q11 硬化時間を短縮できますか。
- A11 歪みや応力を抑えるためにゆっくりと硬化することを推奨していますが、必要に応じてUV照射強度を上げることで硬化時間を短縮することができます。硬化に必要なエネルギー量を受ければ接着剤は硬化しますので、例えば、UV光の照射強度を2倍にすると硬化時間は半分となります。しかしながら、短時間での速い硬化は、ひび割れや剥離を引き起こす原因となる歪みや内部応力が発生しやすい傾向にあります。硬化時間を短縮しなければならない場合は、最初は推奨の照射強度から始めて、徐々に照射強度を上げるステップキュア、または高い照射強度でまず接着剤表面を硬化させ(仮止め)、その後ゆっくり全体を硬化させてください。ステップキュアのやり方についてはQ16をご参照下さい。
- Q12 UV照射後、熱処理する必要がありますか? 推奨の熱処理方法を教えてください。
A12 信頼性向上を目的とする場合、熱処理を推奨します。接着確認のみでご使用頂く際には熱処理は不要です。
硬化時には内部応力が発生し、これが信頼性試験時での接着力低下(剥離発生)の原因となります。内部応力の発生を緩和させるためにTg以上の熱処理が必要になりますが、Tg以上の加熱が難しい場合もふまえ、取扱説明書に熱処理条件を記載しています。取扱説明書が必要な場合はお問い合わせフォームより、ご連絡ください。熱処理時は急加熱にならないようにゆっくりと温度を上昇させ、熱処理後は急冷にならないようにゆっくりと下降させて下さい。1分につき2~3℃の変化が理想です。以下の図(昇温降温パターン例)をご参照下さい。熱処理時間を短縮させたい場合は昇温速度を速くすることができます。しかし、降温プロセスを省くことはしないで下さい。ゆっくりと下降させ、室温に戻してから取り出すのが理想です。室温まで戻す時間が取れない場合は40℃まで落ちれば加熱器から取り出しても大丈夫です。
急冷させますと、再度内部応力が発生しますので、ご注意ください。昇温降温パターン例 - Q13 陰となりUVが届かない部分があります。どうすればいいですか?
- A13 陰になる領域がある場合は未硬化の接着剤が残り、剥離の原因となります。基本的には陰を作らず、UV光が接着剤すべての部分に届くように、さまざまな角度からUV光を照射することをご検討ください。ただしエポキシ接着剤の場合、陰になる領域が非常に小さければ、硬化はある程度は進みます。照射後の熱処理が硬化(暗反応)をさらに進行させるのに役立ちます。(これはアクリレート接着剤には適用できません。詳細はQ14をご参照ください。
- Q14 UV硬化型接着剤はどのように硬化するのでしょうか?
- A14 エポキシとアクリレートは、硬化反応が違います。
エポキシはカチオン重合します。UV光が当たると光重合開始剤から有機酸が発生してエポキシ樹脂の硬化反応が起こります。UV照射を止めても有機酸が残るため硬化反応は続きます。UV照射後、熱処理をすると未硬化部分の硬化を進めることができます。
一方、アクリレートはラジカル重合します。UV光を当てると光重合開始剤からラジカルが発生し、アクリル樹脂の硬化反応が起こります。UV照射を止めるとラジカルの発生が止まり硬化反応も止まります。酸素と触れている部分では、ラジカルが酸素と反応してしまうため、樹脂の硬化が阻害されますので注意が必要です。酸素阻害への対策についてはQ15をご参照ください。 - Q15 アクリレート接着剤を硬化したところうまく固まりません、またはべたつきがあります。原因は何でしょうか? きちんと硬化させるにはどのようにしたら良いでしょうか?
- A15 UV光照射中にアクリレート接着剤の表面が空気に触れている場合、空気中の酸素が硬化を阻害しますので、空気に触れていた部分は硬化しません。内部は硬化していますが、べたつきが気になる場合は表面を有機溶剤等でふき取ってください。このような酸素阻害の影響を避けるためには、窒素環境下での硬化を推奨いたします。
また、エポキシ接着剤の硬化では酸素阻害はありません。 - Q16 硬化時間を短縮するためのステップキュアはどのように行いますか?
- A16 標準硬化条件とUV光の総エネルギー量が同じであれば、硬化します。
例えば、標準硬化条件が100mW/cm2×5分間の場合、総エネルギーは
100m/Wcm2×300秒=30,000mJ
となります。
《30,000mJを達成するための「5段階ステップキュア」の一例、5分を2分に短縮》
ステップ1:100mW/cm2×45秒(4,500mJ)
ステップ2:250mW/cm2×30秒(7,500mJ)
ステップ3:350mW/cm2× 20秒(7,000mJ)
ステップ4:400mW/cm2× 15秒(6,000mJ)
ステップ3:500mW/cm2× 10秒(5,000mJ)
→総エネルギー30,000mJ - Q17 接着剤が硬化しているかどうかを知るにはどうしたらよいでしょうか? 測定方法は?
- A17 接着した後、ガラスが動かなければ硬化しています。あるいはガラスに接着剤を滴下して硬化させた後に、針などで触ってもガラスまで突き抜けることが無ければ硬化しています。>
ガラスが動いたり、接着部がジェル状になってずれたりするようであれば、未硬化です。
アクリレート系接着剤は嫌気性により表面が硬化しないため判断にはご注意ください。br /> 硬化状態を比較的簡単に確認する方法としては、硬度測定や接着強度測定等があります。
特性について
- Q18 接着剤の屈折率に波長依存性はありますか?
- A18
波長依存性はあります。データシートで屈折率を確認する際は測定波長を確認してください。弊社で測定可能な波長は、ナトリウムD線(589nm) 、403nm、633nm、830nm、1300nm、1550nmです。屈性率調整品をご依頼の際はご希望の波長を指定して下さい。
- Q19 耐熱、耐湿の信頼性テストデータはありますか?
- A19
カタログ品はヒートサイクル試験(121℃/100%、-40~80℃)を行っています。お問い合わせください。
- Q20 260Cのような高温プロセスを予定しています。接着剤は耐えられますか?
- A20
接着剤の種類、使い方、デザインによります。
耐熱性に優れたいくつかの接着剤の硬化後サンプルを高温処理(260Cのホットプレート上で5分間放置)し、屈折率、接着強度、透過率の変化を確認したデータをこちら(PDF 403 KB)からご覧いただけます。
保証について
- Q21 保証期間、保管条件は?
- A21
製品を推奨条件で保存する場合、製品が開封されたか否かにかかわらず、保証期間は3ヶ月です。保管条件は製品によって異なります。同梱の取扱説明書をご参照ください。取扱説明書がない場合は、購入先にお問い合わせください。
- Q22 保証期間を3ヶ月以上延長することはできますか?/dt>
- A22
保証期間の延長はしておりません。保証期限を過ぎた製品のご使用についてはお客様ご自身でご判断ください。冷蔵保管についてはこちら(PDF 184 KB)の保管条件をご参照下さい。
- Q23 製品を冷蔵庫または冷凍庫で保存することによって保存期間を延長できますか?/dt>
- A23
低温保管であっても保証期間の延長はしておりません。保管温度を低温にすることで接着剤の安定を期待できますが、常温に戻す際の吸湿等の影響も考えられます。
耐熱性に優れたいくつかの接着剤の硬化後サンプルを高温処理(260Cのホットプレート上で5分間放置)し、屈折率、接着強度、透過率の変化を確認したデータをこちら(PDF 403 KB)からご覧いただけます。
- Q21 保証期間、保管条件は?
- A21 製品を推奨条件で保存する場合、製品が開封されたか否かにかかわらず、保証期間は3ヶ月です。保管条件は製品によって異なります。同梱の取扱説明書をご参照ください。取扱説明書がない場合は、購入先にお問い合わせください。
- Q22 保証期間を3ヶ月以上延長することはできますか?/dt>
- A22 保証期間の延長はしておりません。保証期限を過ぎた製品のご使用についてはお客様ご自身でご判断ください。冷蔵保管についてはこちら(PDF 184 KB)の保管条件をご参照下さい。
- Q23 製品を冷蔵庫または冷凍庫で保存することによって保存期間を延長できますか?/dt>
- A23 低温保管であっても保証期間の延長はしておりません。保管温度を低温にすることで接着剤の安定を期待できますが、常温に戻す際の吸湿等の影響も考えられます。